Tech Elements
Радиоэлектроника и телекоммуникации
Функциональность лазерных головок. Оптическая функция
Главная функциональность - оптическая, или функция преобразования оптического потока, выходящего из транспортного оптического волокна лазера. Световое излучение выходит из среза в виде конуса с полным углом 0.2 .0.4 радиана (в зависимости от модового типа волокна) и в этом виде непригодно для термических операций. Хотя есть и исключения - можно выполнять сварку тонких металлов просто излучением, выходящим из кварцевого волокна - за счет очень высокой стойкости кварца срез разрушается довольно медленно. Это единственный известный способ использования волоконного лазера без лазерной головки - но все равно необходимо подавать защитный газ и выполнять модуляцию мощности излучения.
Оптическая функция (см. Рисунок 3) состоит в формировании области высокой концентрации лучевой энергии в зоне обработки. Часть технологических процессов с использованием мощных лазеров (сварка и резка) с точки зрения физики процесса - существенно трехмерны и, таким образом, важен не только диаметр пятна фокусировки df, но и характерная длина перетяжки пучка gf . Эти величины можно оценивать, исходя из указанного в паспорте волоконного лазера параметра качества излучения BPP (Beam Production Parameter) и угла фокусировки выходного пучка a, который можно оценивать как отношение фокусного расстояния выходной линзы F и апертуры пучка D до этой линзы a = D/F (эти параметры указываются в спецификации лазерной головки):
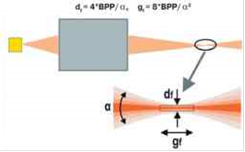
Рисунок 3 Оптическое преобразование светового потока лазерной головкой [7]
Следует учитывать, что распределение интенсивности потока в лазерном пучке неоднородно и приведенные оценки дают характерные размеры высокоэнергетической зоны пучка, причем для «хорошо» спроектированной системы с минимальной сферической аберрацией. Для многих технологических применений неоднородность пучка весьма вредна, так, для термической закалки она приводит к тому, что в центре металл доводится до плавления, а на периферии глубина закалки недостаточна. Поэтому в состав оптических функций нужно дополнительно включать выравнивание интенсивности - либо статическим методом (Рисунок. 4), скажем за счет использования асферической оптики, или динамическим, за счет быстрого сканирования (развертки) лазерного пучка по поверхности по оптимальному закону. Сканирование также необходимо в ряде случаев для сварки больших толщин, оно обеспечивает расширение парогазового канала, улучшение дегазации и исключение пор и других дефектов сварного шва.
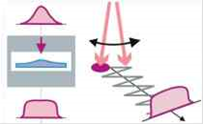
Рисунок 4 Методы выравнивания распределения светового потока - статический (слева) и динамический (справа) [7]
полимерный композиционный лазерный оптический
Кроме всей этой функциональности важно, чтобы оптическая система передавала лучевую мощность с малыми потерями и не ухудшала качество лазерного пучка. В настоящее время есть фактически только один оптический материал, пригодный для изготовления линз для волоконных лазеров мощностью 500…20000 Вт - кварцевое стекло разных марок с качественным просветляющим покрытием. Характерные потери на одной линзе для таких элементов составляют 0.3…0.5%, а общие потери мощности в лазерной головке не превосходят 1.5…3%. Передаваемая мощность ограничивается как лучевой стойкостью оптических элементов, так и формированием термических линз из-за изменения показателя преломления кварцевого стекла при нагреве в зоне прохождения лазерного пучка. Для кварца эффект всегда положительный, то есть в первом приближении тепловые линзы эквивалентны появлению положительных линз в системе, так что проявляется этот эффект на практике в смещении точки фокуса в сторону к лазерной головке. Моделирование показывает, что характерное время формирования тепловой линзы составляет 2…20 с, так что эффект возникает практически сразу, а не «при длительной работе», как часто ошибочно считается.
Лучевая стойкость высококачественных линз весьма велика и превышает значение 5 кВт/см2, а вот термические линзы могут возникать при существенно меньшей плотности мощности и именно они могут ограничивать предельную рабочую мощность системы. Если воспользоваться практическим опытом лидера в производстве лазерных головок Precitec, то можно, исходя из доступной технической документации, построить график необходимой апертуры системы от мощности передаваемого потока (Рисунок 5) и определить, что практическое значение рабочей плотности мощности, усредненное по апертуре составляет около 0.6…0.7 кВт/см2. Весь набор оптической функциональности сведен в таблицу 1.
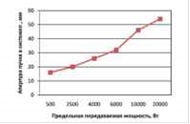
Рисунок 5 Зависимость апертуры пучка внутри системы от предельной передаваемой мощности [7]
Другие стьтьи в тему
Расчет многокаскадного усилителя
При решении многих инженерных задач, например при измерении электрических
и неэлектрических величин, приеме радиосигналов, контроле и автоматизации
технологических процессов, возникает необходимость в усилении электрических
сигналов. Для этой цели служат усилители - ...
Расчет параметров поплавкового компенсационного акселерометра
Развитие
авиастроение связано с созданием ЛА новых типов, одним из требований которых
является высокий уровень автоматизации процесса управления полётом.
Измерение
линейных ускорений является одним из важнейших элементов автоматизации
управления ЛА. В данной курсовой работе рассма ...
Разделы
- Главная
- Радиоэлектроника и телекомуникации в современном мире
- Разработка проекта системы видеонаблюдения
- Разработка схемы радиовещательного приемника
- Разработка телевизионного приемника
- Разработка цифрового дешифратора
- Производство полупроводниковых приборов
- Развитие технологий передачи данных
- Разработка домашней охранной сигнализации