Tech Elements
Радиоэлектроника и телекоммуникации
Разработка технологической схемы сборки
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия [20, 21]. Простейшим сборочно-монтажным элементом является деталь, которая согласно ГОСТ 2101-68 характеризуется отсутствием разъемных и неразъемных соединений.
Сборочная единица является более сложным сборочно-монтажным элементом, состоящим из двух или более деталей, соединенных разъемным или неразъемным соединением. Характерным признаком сборочной единицы является возможность ее сборки отдельно от других сборочных единиц.
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами:
схема составляется независимо от программы выпуска изделия на основе сборочных чертежей, электрической и кинематической схем изделия;
сборочные единицы образуются при условии независимости их сборки, транспортировки и контроля;
минимальное число деталей, необходимое для образования сборочной единицы первой ступени сборки, должно быть равно двум;
минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице;
схема сборочного состава строится при условии образования наибольшего числа сборочных единиц;
схема должна обладать свойством непрерывности, т. е. каждая последующая ступень сборки не может быть осуществлена без предыдущей ступени.
Схема сборки с базовой деталью указывает временную последовательность сборочного процесса. При такой сборке необходимо выделить базовый элемент, т. е. базовую деталь или сборочную единицу, в качестве которой обычно выбирают ту, чьи поверхности будут использованы при установке в готовое изделие. В большинстве случаев базовой деталью служит плата, панель, шасси и другие элементы несущих конструкций изделия. Направление движения деталей и сборочных единиц на схеме показывается стрелками, а прямая линия, соединяющая базовую деталь и изделие, называется главной осью сборки.
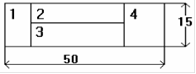
При построении технологической схемы сборки каждую деталь или сборочную единицу изображают в виде прямоугольника (рис. 1, а), в котором указывают позицию детали по спецификации к сборочному чертежу (1), ее наименование (2) и обозначение (3) согласно конструкторскому документу, а также количество деталей (4), подаваемых на одну операцию сборки. Размеры прямоугольника рекомендуются 50х15 мм. Допускается изображение нормализованных или стандартных крепежных деталей в виде круга диаметром 15 мм, в котором указывают позицию по спецификации и количество деталей (рис. 1, б).
Технологические указания по выполнению сборочных операций или электрического монтажа помещают в прямоугольник, ограниченный штриховойлинией, а место его выполнения указывают наклонной стрелкой в точку, соответствующую данной операции. Так, на технологических схемах сборки оговаривают характер выполнения неразъемных соединений, например, сварку, пайку, склеивание, запрессовку и т. д.; применяемый материал при сборке; характер операций монтажа элементов: волной припоя, электропаяльником и т. д.; характер операций влагозащиты изделия, контроля и маркировки (рис. 7.1).
Для определения количества устанавливаемых ЭРЭ и ИМС на платы в ходе выполнения сборочных операций необходим предварительный расчет ритма сборки:
![]() (7.10)
(7.10)
где Фд - действительный фонд времени за плановый период,
N - программа выпуска.
Количество элементов, устанавливаемых по i-й операции, должно учитывать соотношение
0,9 < ![]()
![]() <1,2; (7.11)
<1,2; (7.11)
где Ti - трудоемкость i-й операции сборки.
![]()
а б
Рисунок 7.1 - Условные обозначения: а - деталей и сборочных единиц; б - крепежа
Другие стьтьи в тему
Разработка термометра на АЦП К572ПВ5 с выводом на жидкокристаллический индикатор
Измерители температуры (термометры) всегда широко использовались в
деятельности человека: как в научных, так и в бытовых целях. Первоначально
использовались физические свойства тел и жидкостей (спирт, ртуть). Но в
настоящее время широко применяются и электронные термометры, которые
п ...
Расчет усилителя
Основные определения
Усилительным устройством (усилителем) называется устройство,
в нагрузку которого поступает усиленный по мощности входной сигнал. Эффект
усиления сигнала по мощности наблюдается только в том случае, когда имеется
источник энергии, за счет которого можно увеличи ...
Разделы
- Главная
- Радиоэлектроника и телекомуникации в современном мире
- Разработка проекта системы видеонаблюдения
- Разработка схемы радиовещательного приемника
- Разработка телевизионного приемника
- Разработка цифрового дешифратора
- Производство полупроводниковых приборов
- Развитие технологий передачи данных
- Разработка домашней охранной сигнализации