Tech Elements
Радиоэлектроника и телекоммуникации
Структурная схема токарного станка с ЧПУ и назначение блоков
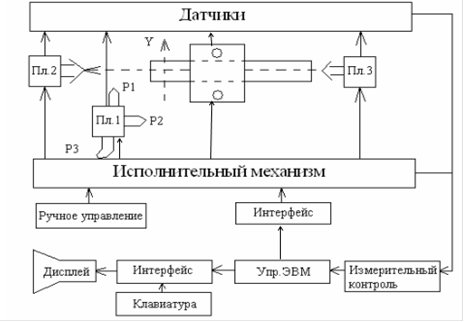
Рис. 7
Структурная схема токарного станка с ЧПУ
На платформе 1 (Пл. 1) укреплены резцы Р1, Р2, Р3. Она может перемещаться в пространстве с заданной скоростью и поворачиваться вокруг оси по часовой и против часовой стрелки на заданный угол. Платформы 2 и 3 служат для зажима заготовки с торцов и могут перемещаться влево и вправо вдоль оси х от патрона до стопоров 2 и 3 соответственно. Патрон может зажимать и разжимать заготовку и вращать её вокруг оси x по часовой и против часовой стрелки с заданной угловой скоростью. Платформы и патрон приводятся в движение исполнительными механизмами, состоящими из электродвигателей с редукторами в виде шестерёнчатых или червячных передач. Шестерёнчатые передачи позволяют изменять скорость вращения, а червячные передачи преобразуют вращательное движение в поступательное.
Датчики совместно с измерительным контроллерами контролируют пространственные координаты платформ, направление и скорость вращения патрона, а также угол поворота Пл. 1, усилия при зажатии заготовки патроном и Пл. 2 и Пл. 3 и передают эти данные в цифровых кодах в управляющую ЭВМ.
Алгоритмические языки программирования
Общие сведения
Роботы, манипуляторы и станки с числовым программным управлением (ЧПУ) являются частными случаями цифровых систем управления.
Для описания процессов обработки деталей на станках с ЧПУ, для программирования работы роботов - манипуляторов применяются алгоритмические языки специального назначения.
Эти языки обеспечивают формально - словесный способ описания процесса обработки.
Написанная на этих языках управляющая программа состоит из последовательности операторов и разрабатывается по следующим этапам:
1. На чертеже детали указывается система координат.
. Каждому геометрическому объекту (точке, прямой, окружности, контуру, поверхности) ставится в соответствии номер.
. С помощью макрокоманд рассчитываются координаты движения обрабатывающих инструментов или других объектов.
. На основе рассчитанных координат задается последовательность технологических команд обработки.
Последняя процедура обычно программируется совместно с технологами, так как процесс обработки должен удовлетворять определенным требованиям технологического процесса.
Операторы определения геометрических объектов
Ниже перечислены основные операторы этой группы.
Операторы определения точки:
1) pm = pj - совпадает с точкой pj.
) pm = x0, y0 - имеет декартовы координаты x0,y0.
) pm = cj - находится в центре окружности j.
4) pm = lj, lk - находится на пересечение прямых j, k.
) pm = pj, dx0, dy0 - смещена от точки j на dx0 и dy0.
6) pm = pj, ipk - расположена симметрично точке j относительно точки k.
) pm = pj,ilk - расположена симметрично точке j относительно прямой k
) pm = r0, u0 - в полярных координатах r0,u0 относительно центра координат.
) pm = pj, r0, u0 - в полярных координатах r0,u0 относительно точки j.
и т.д. всего 16 разновидностей операторов.
Операторы определения прямой:
1) lm = lj - совпадает с прямой.
) lm = x0, y0 - отсекает по осям координат отрезки x0, y0.
Другие стьтьи в тему
Расчёт трассы прокладки волоконно-оптического кабеля между населёнными пунктами
В
современном мире быстрыми темпами наращиваются объёмы информации,
соответственно повышаются требования к передающей аппаратуре, поскольку каждые
пять-шесть лет объём передаваемой информации увеличивается вдвое.
Задача
передачи такого количества информации с высокой степенью дост ...
Разработка комплекта конструкторских документов на стабилизатор напряжения
При проектировании, ремонте, производстве, эксплуатации, испытаниях
электронных и электротехнических узлов электротехнического оборудования
используется техническая документация, которая называется конструкторской. Для
облегчения проектирования и разработки конструкторской документаци ...
Разделы
- Главная
- Радиоэлектроника и телекомуникации в современном мире
- Разработка проекта системы видеонаблюдения
- Разработка схемы радиовещательного приемника
- Разработка телевизионного приемника
- Разработка цифрового дешифратора
- Производство полупроводниковых приборов
- Развитие технологий передачи данных
- Разработка домашней охранной сигнализации